
")
Оглавление:
Точечная сварка (Spot Welding) — это метод соединения металлических деталей с помощью локализованного нагрева и давления, вызванного прохождением электрического тока через малую область контакта. Метод часто применяется для сборки аккумуляторных батарей, особенно из цилиндрических элементов типа 18650 (Li-Ion). В такой сварке аккумуляторов задача состоит в надёжном и безопасном соединении никелевых полосок с контактными площадками аккумуляторов без риска повреждения, то есть перегрева, самих элементов.
Теория процесса точечной сварки
Когда через точку контакта проходит ток очень высокой силы в течение короткого времени (обычно 1–20 мс), происходит локальный нагрев до температуры плавления металла (~1450–1600 °C для никеля), что приводит к образованию сварочного соединения.
Формула расчета тепла при сварке:
\[
Q = I^2 \times R \times t
\]
где:
- \( Q \) — выделяемое тепло (Джоули),
- \( I \) — ток сварки (А),
- \( R \) — сопротивление контакта (Ом),
- \( t \) — время сварки (секунды).
Вывод: чем выше ток и сопротивление контакта и чем больше время — тем больше тепла выделяется.
Параметры точечной сварки
| Параметр | Значения для 18650 |
|---|---|
| Ток сварки | 200–800 А |
| Время импульса | 1–20 мс |
| Сопротивление контакта | 0.001–0.01 Ом |
| Материал полосок | Чистый никель 99.6% |
| Толщина никеля | 0.1–0.2 мм |
👉 Важно: При слишком маленьком токе или коротком времени соединение будет слабым. При слишком большом токе или длительном импульсе можно прожечь аккумулятор или повредить внутренние слои.
Конструкция самодельного аппарата
Несколько лет назад было собрано такое устройство. В основе конструкции мощный трансформатор от микроволновой печи, но с увеличенной мощностью, подходящей для сварки.
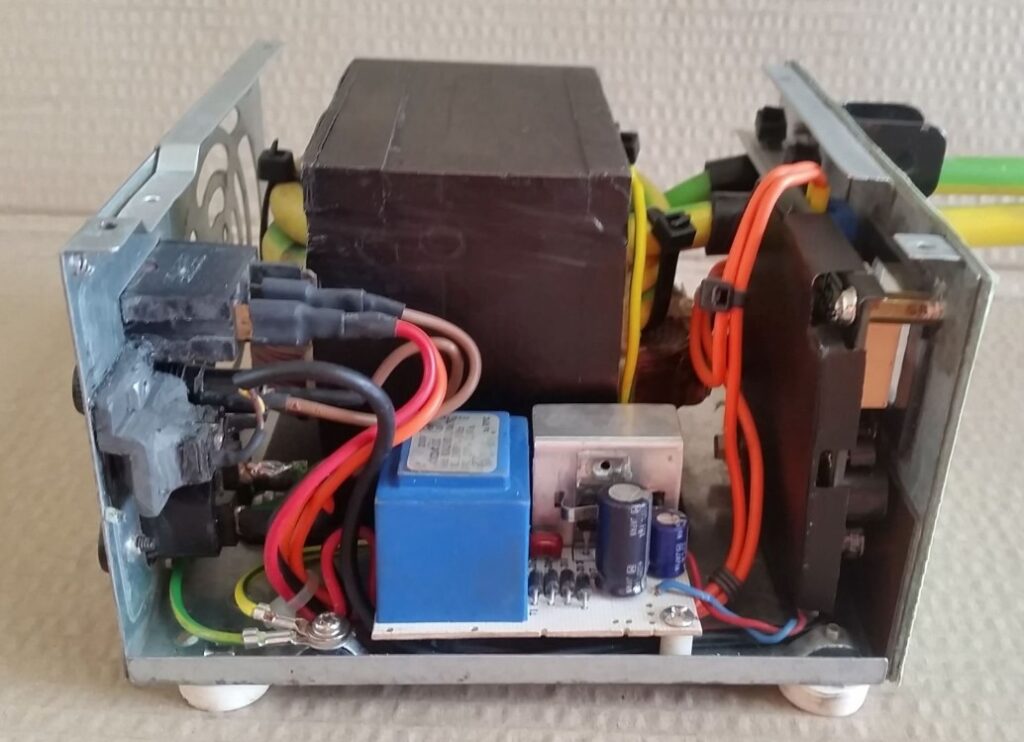
Для управления временем сварки и продолжительностью импульса применялся микроконтроллер. С помощью настройки задавалось необходимое время в микросекундах, которое обеспечивало точный контроль над процессом. При активации старта сварочный процесс автоматически контролировался независимо от того, как долго удерживалась педаль. Для начала работы требовался лишь кратковременный импульс.

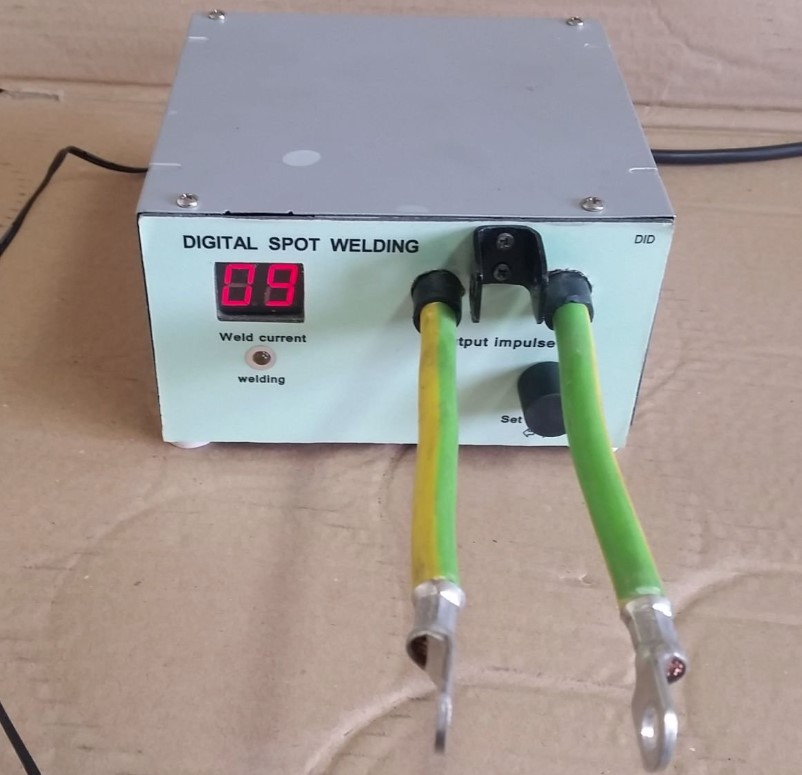
Также реализована функция сохранения параметров сварки, что позволяло быстро настраивать устройство под различные задачи без необходимости ручной корректировки каждый раз. Силовые соединения выполнялись с помощью кабельных наконечников, обеспечивая надежный электрический контакт. На передней панели установлена специальная стойка для крепления электродов. Различные типы электродов подключались к стойке через сменные наконечники, что увеличивало универсальность применения.
Из практики и многочисленных экспериментов было установлено, что правильный выбор времени импульса критически важен. Даже незначительное изменение времени сварки могло привести либо к прожиганию отверстий в аккумуляторных банках, либо к недостаточной прочности соединения.
Для сравнения также использовался заводской китайский СА. Несмотря на наличие регулировки времени импульса, устройство не обеспечивало достаточного тока для надежной сварки. В результате швы оказывались слабыми и легко разрушались при нагрузке, поскольку китайский трансформатор был маломощным и не подходил для качественной сварки.
В самодельной конструкции стоят трансформаторы от СВЧ-печи мощностью 1000–1200 Вт. Меньшие трансформаторы, например 600 Вт, имели узкие окна магнитопровода и малую площадь намотки, что ограничивало сварочный ток. При их использовании приходилось применять более тонкий провод для вторичной обмотки, что ухудшало характеристики сварки.

Корпус СА изготовлен на основе компьютерного блока питания. Но из-за ограниченного внутреннего пространства было необходимо дополнительно экранировать управляющую электронику для защиты от электромагнитных помех, возникающих при работе мощного трансформатора.
- Трансформатор — для увеличения тока при снижении напряжения (например, переделанный СВЧ-трансформатор).
- Вторичная обмотка — толстый медный кабель (например, сечением 20–35 мм²).
- Электроды — медные или графитовые, с наконечниками из меди или сплава.
- Схема управления — таймер на микроконтроллере, определяющий длительность импульса.
- Педаль — для запуска сварочного процесса без задействования рук.
Переделка СВЧ-трансформатора стандартная: Снять вторичную обмотку. Намотать 2–3 витка толстого многожильного провода. На выходе получить напряжение 2–3 В и ток до 800 А. Очень хорошо и подробно про это написано здесь.
Практические расчеты для АКБ
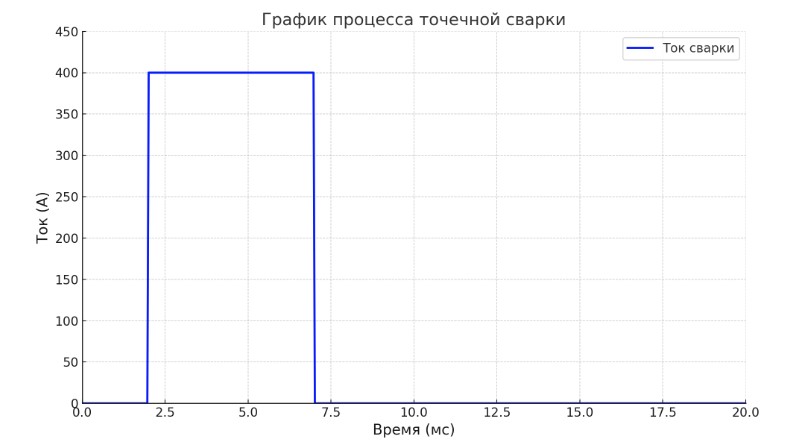
Пример: Нужно приварить никелевую полосу 0.15 мм к батарее 18650.
- Средний ток сварки: 400 А.
- Время импульса: 5 мс.
- Контактное сопротивление: 0.005 Ом.
Рассчитаем выделяемое тепло:
\[
Q = I^2 \times R \times t
\]
\[
Q = (400)^2 \times 0.005 \times 0.005
\]
\[
Q = 160000 \times 0.005 \times 0.005 = 4 \text{ Дж}
\]
4 Джоуля — это достаточное количество тепла для локального расплавления металла и создания качественного сварочного соединения.
Советы и рекомендации
- Качество никеля: Только настоящий никель гарантирует качественную сварку. Никелированные стальные полоски гораздо хуже свариваются.
- Поверхности: Площадка аккумулятора должна быть чистой — без грязи, окислов и остатков старой сварки.
- Электроды: Со временем наконечники электродов загрязняются и должны периодически очищаться или заменяться.
- Контактное давление: Должно быть стабильным. Слишком сильное или слабое давление ухудшает сварку.
Правильная конструкция сварочного аппарата, грамотная настройка времени и силы тока, а также тщательный подбор материалов напрямую влияют на надёжность и долговечность аккумуляторной сборки. А самодельные аппараты на базе мощных трансформаторов от микроволновых печей вполне могут достигать качества промышленной сварки, естественно при условии правильного проектирования и настройки.





