
")
Этот сварочник был сделан ещё 4 года назад и работает до сих пор очень хорошо. А началась история по созданию с того, что нашёл большой трехфазный трансформатор 13 кВт от выпрямителя, на разборке, и смог купить его за небольшую сумму. А в наличии уже был весь мост, то есть 6 диодов на 200 ампер.

Первичная обмотка намотана с помощью плоской шины 3 х 5 мм, а вторичная – 4 х 6 мм под напряжение 110 В. Включение такого большого трансформатора в сеть было через предохранители на 25 А. Понятно что мягкий старт будет необходим. Далее размотал некоторые вторичные обмотки, а остальные разделил на две части и соединил параллельно, что дало 48 мм квадратные обмотки на каждой колоне и напряжение 28 В (на каждой из них). Подключил обмотки в звезду и присоединил к выпрямительному мосту, получив на выходе напряжение 65 В постоянного тока.

Для регулирование сварочного тока выбрал 3-фазный контроллер на первичной стороне по двум причинам: фазовый контроллер на U209B имеет плавный пуск, и уже были диоды, поэтому не пришлось покупать тиристоры для регулировки по вторичной обмотке. Купил только 3 штуки U209B и 3 BTA-41-600 – остальные детали были дома, потому что у каждого электронщика есть конечно закрома.

С помощью такой настройки плавный пуск работает очень хорошо, и ток можно регулировать, но сварка оказалась невозможна, так как во время процесса напряжение было слишком высоким, а электрод прогрелся до красного цвета. Этот трансформатор слишком жесткий, потому что вторичная обмотка намотана на первичную обмотку. Магнитный поток должен был быть как-то рассеян.

В книге по теории сварочной схемотехники читал, что можно рассеять магнитный поток включив дроссель на вторичной обмотке, на переменном токе. Намотал три по 20 витков с помощью плоской шины 4 х 6 мм на сердечники с поперечным сечением 5 х 4 см и включил их последовательно на каждом столбе. И теперь сварочный ток можно регулировать от 40 А 60 В – до 400 А 65 В. Во время сварки напряжение составляет 24-28 В в зависимости от сварочного тока. Что касается дросселей, то они были выбраны методом подбора.

Во время испытаний сварил 10 электродов один за другим, трансформатор был немного теплый, только диоды нагрелись, поэтому использовал вентилятор и термостат, который выключит сварщик, когда диоды превысят температуру 70C.

Сварочный аппарат очень легко зажигает дугу, не гаснет, не распыляет, слышно при работе только характерное шипение. Можно сваривать тонкими электродами, например, 2 мм. Во время прожига отверстий измеритель токовый показывал до 600 А.
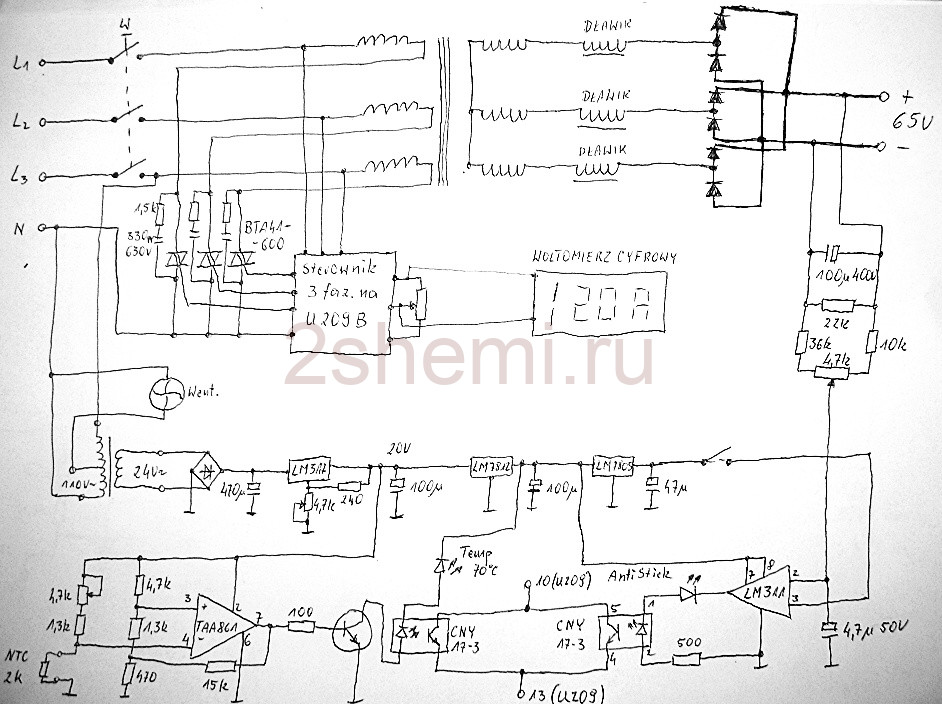
Схема сварочника на 3 фазы
Схема была нарисована от руки, просто нет программы для рисования принципиальных схем. Если надо немного подробнее – смотрите в статье про СА на 250 Ампер.
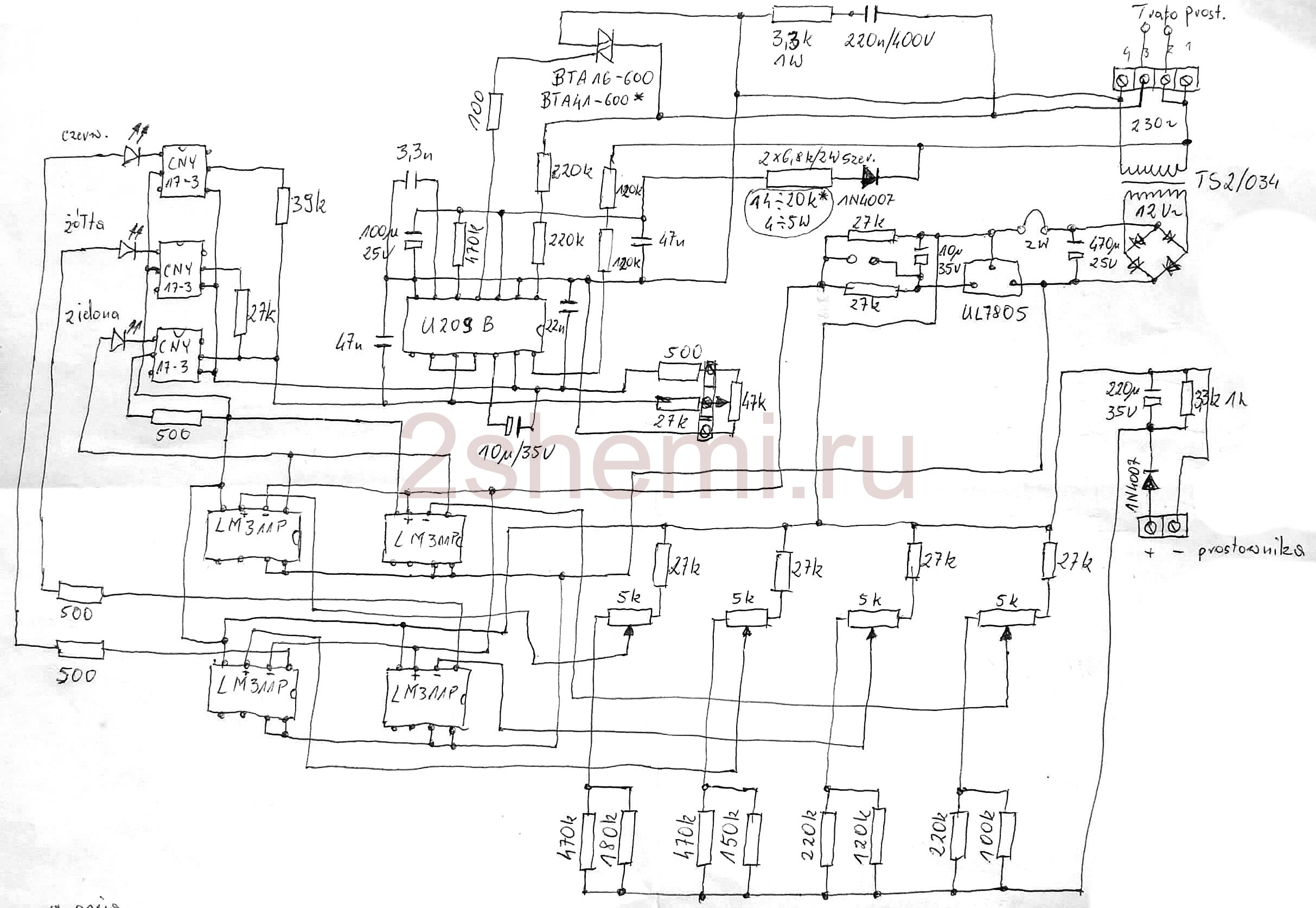
А это принципиальная схема драйвера выпрямителя:
Сварочный аппарат на холостом ходу потребляет 1 А на фазу, а при сварке электродом 3,2 мм примерно 10 А на фазу.

Из того что вы видите понятно, что СА вышел довольно тяжелый – более 100 кг, но использую его только в гараже. Для работы вне гаража и в полевых условиях есть сварочный инвертор (тоже самодельный), и качество сварки у них примерно сопоставимо.







